玻璃倒角后的抛光加工是由抛光磨具消耗情况或抛光磨具使用寿命来表征的。虽然玻璃性质、磨削倒角方式、转速,玻璃本身的内在质量也会影响玻璃抛光的光亮度、抛光郊率等,但是根本的是选择合适的抛光磨具,以此如何正确的地选择使用玻璃边抛光磨具是一项十分重要的问题。
选择和使用抛光磨具应考虑以下因素:
(1)玻璃倒角机或磨边机的种类:
(2)玻璃边粗磨、精磨所用的金刚石磨轮情况:
(3)对玻璃边光亮度的要求:
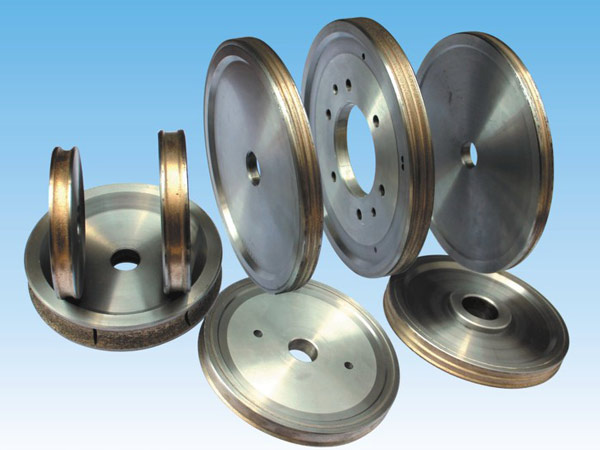
二、玻璃边抛光磨具的种类
玻璃边抛光磨具的种类很多,因玻璃磨边机的生产厂家不同,其配套使用的抛光磨具的规格和性能也有所不同。目前玻璃边抛光磨具在国内还没有一个统一的代号和标记,在磨料磨具行业也没有制定一个具体的产品标准,因此,习惯上按照最初由国外进口的玻璃边抛光磨具的代号和标记来进行选择和使用。同时,国内的玻璃边抛光磨具生产厂家也按自已所采用的结合剂的特性指定了各自的产品代号和名称。因此,本文根据国内目前普遍使用进行了分类:
(1)10s系列抛光磨具;
(2)9R系列抛光磨具;
(3)BD系列抛光磨具;
(4)BK系列抛光磨具;
(5)玻璃车刻机用抛光磨具;
(6)氧化铈抛光磨具;
(7)羊毛毡类抛光磨具。
三、玻璃抛光磨具的选择
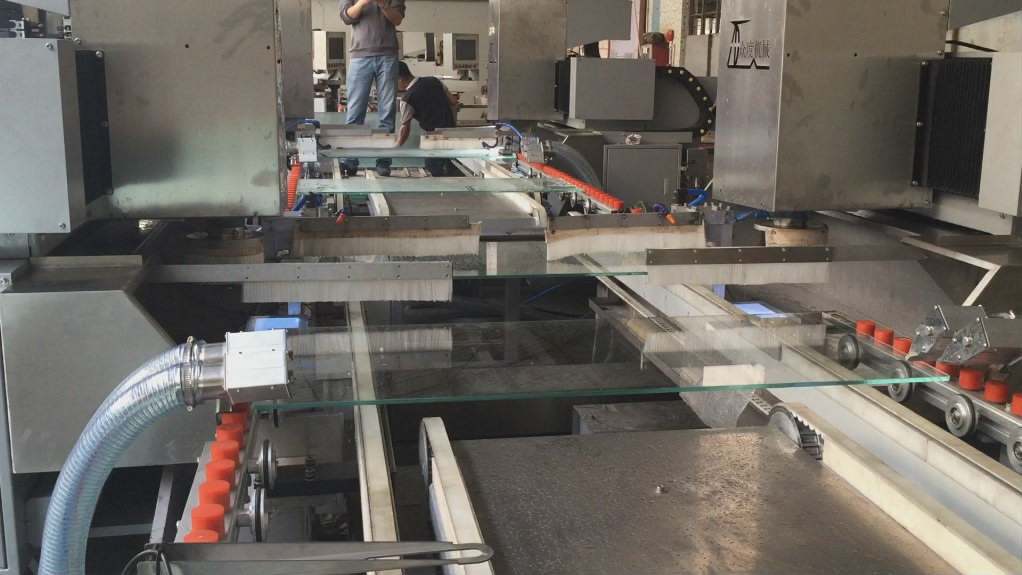
玻璃抛光磨具的选择,要根据所采用的玻璃倒角机或磨边机种类、加工方式以及加工要求来选择。下边就几种常用的玻璃磨边机的类型分别进行阐述。
(1)直线磨边机
一般采用10S系列或9R系列的抛光磨具10S系列抛光磨具的弹性、抛光性能要比9R系列抛光磨具好,因此,国内绝大部分的玻璃深加工厂家都在使用10S系列抛光磨具。10S系列抛光磨具和9R系列抛光磨具又分别有两种类型,一和是用于抛光玻璃底边的抛光轮,另一和是用于抛光玻璃倒角的倒 角抛光轮。由于9R系列抛光磨具的硬度相对10S系列抛光磨具较硬,因此,它具有磨削力强、磨削效率高和使用寿命长的特点。针对一些家具玻璃和工艺玻璃加工,要求有很高的光亮度,常常还要使用氧化铈抛光磨具。
(2)直线斜边机
一般采10S系列抛光磨具和羊毛毡类抛光磨具。通常使用的10S系列抛光磨具规格为底边轮的规格。
(3)单臂异形磨边机
在抛光玻璃的直边、圆边、鸭嘴边和波浪边时,一般采用BD系列抛光磨具和BK系列抛光磨具。一般根据玻璃厚度来选择合适的磨具的厚度。在抛光玻璃的异形斜边时,一般要采用10S系列抛光磨具和羊毛毡类抛光磨具。羊毛毡类抛光磨具也要与氧化铈抛光粉配膈使用。它们的选择方法与直线斜边机的相同。
(4)直线圆边机
通常采用BK系列抛光磨具和BD系列抛光磨具。
(5)玻璃车刻机
通常采用玻璃车刻机专用抛光磨具。其规格按机器的类型可分为两和。
(6)其他倒角机,磨边机及专用磨边机
除以上玻璃磨边机以外,还有一些倒角机,小圆片机、便携式磨边机等。它们采用的抛光磨具的种类一般都与以上介绍的几种磨边机用抛光磨具类似,只是规格上有所差别。在选择时,应根据要加工的玻璃边的形状、特点、光亮度和磨边机的种类,选择相应的抛光磨具和规格尺寸。
四、玻璃抛光磨具的使用
正确合理地使用玻璃边抛光磨具,不仅能够达到满意的光亮度,而且还能提高抛光效率和抛光磨具的使用寿命。下面根据以是介绍的几种主要玻璃边抛光磨具的特性,说明一下它们各自的使用方法。
(1)10S系列抛光磨具
由高弹性和高强度的橡塑材料与很锋利的氧化铝、碳化硅和氧化铈进行混合反应而制作。它也被称为“水松轮”。因为在使用过程中,它的工作面遇到冷却水呈现较为松软的特性,使得工作面上的磨料和氧化铈处于较高的磨削和抛光状态,因此,它具有优良的弹性、耐磨性和抛光效率。优良的弹性和耐磨性有以下优点:对玻璃周边能够充分接触,精磨抛光后玻璃周边不会留任何的缺陷;为排除磨屑提供空间降低压力并减少烧伤的危险;使玻璃周边抛光更容易。10S系列抛光磨具中的底边轮有两种型号:10S――40和10S――60。前者的磨削力强抛光效率较高;后者的抛光效果好,磨削力相对较弱。典型的玻璃边加工工艺:金刚石粗磨轮--金刚石精磨轮--10S系列抛光磨具。
可根据玻璃边加工的具体要求选择使用一种型号的10S系列抛光磨具,也可根据玻璃边的抛光要求确定是否使用氧化铈抛光磨具。
(2)9R系列抛光磨具
由高弹性和高强度的橡塑材料与很锋利的氧化铝、碳化硅进行混合反应而制作。由于9R系列抛光磨具的硬度相对10S系列抛光磨具较硬,因此,它具有磨削力强、磨削效率高和使用寿命长的特点。其抛光能力弱于10S系列抛光磨具教硬,因此,它具有磨削力强、磨削效率高和使用寿命长的特点。其抛光能力弱于10S系列抛光磨具。
典型的玻璃边加工工艺:金刚石粗磨轮――金刚金刚石精磨轮――9R系列抛光磨具。
(3)BD系列抛光磨具
由特殊的高分子材料与很锋利的氧化铝、碳化硅进行混合反应而制作。这种工艺制作的抛光轮组织疏松、好的弹性和耐磨性有以下优点;为排除磨屑提供空间;降低压力并减少烧伤的危险;使玻璃周边抛光更容易,更光亮;形状保持持久,不会因玻璃的不平整、机器的震动或操作人员的失误而造成崩边、破裂。并且,由于采用磨料的粒径小,因此,其抛光效果非常好。可根据玻璃磨边机的种类来选用不同规格尺寸的BD系列抛光磨具。
典型的玻璃边加工工艺:金刚石粗磨轮――金刚石精磨轮--BD系列抛光磨具。
(4)BK系列抛光磨具
由高弹性和高强度橡塑材料与很锋利的氧化铝金刚石粗磨轮--金刚石精磨轮--9R 系列抛光磨具、碳化硅进行混合反应制作。它具有优良的弹性、耐磨性和抛光效率。优良的弹性和耐磨性有以下优点:对各种形状的玻璃周边(如圆弧边、鸭嘴边、波浪边等)能够充分接触,精磨抛光后玻璃周遍不会留任何的缺陷;降低压力并减少烧伤的危险;使玻璃周边抛光更容易;形状保持持久,不会因玻璃的不平整、机器的震动或操作我员的失误而造成崩边、破裂。
BK40、BK60、BK80、BK120、BK150、BK180。
典型的玻璃边加工工艺:金刚石粗磨轮――金刚石精磨轮-BK系列抛光磨具――BD系列抛光磨具。
可根据玻璃边加工的具体要求选择使用一-种型号或多种型号的BK系列抛光磨具,也可根据玻璃边的抛光要求确定是否使用BD抛光磨具。
(5)玻璃车刻机用抛光磨具
由特殊的高分子材料与很锋利的氧化铝、碳化硅进行混合反应而制作,这种工艺制作的抛光轮组织疏松、好的弹性和耐磨性有以下优点:为排除磨屑提供空间;降低压力并减少烧伤的危险;使被刻划的图案更加光亮;形状保持持久,达到了平滑整齐的效果。由于采用磨料的粒径很小,因此,其抛光效果比较理想。
典型的加工工艺:金刚石粗磨轮-金刚石树脂轮——车刻机用抛光磨具(6)氧化铈抛光磨具
由特种的高弹性的橡塑材料与抛光性能极佳的氧化铈进行混合反应而制作,所以它具有优良的弹性和抛光效率,又提高了玻璃边的光亮度,很受国内厂家的欢迎。目前,国内主要使用的都是国外生产的氧化铈抛光磨具,有的国生产的X-3000和X-5000两种型 号,还有意大利生产的OX-081和OX-Bright-001两种型号。X-3000G 般被用8磨头直边机上,使作速度很高。S-5000、OX-0810、OX-Bright-001的使用速度极低,常常被使用在9磨头的直边机上,该类产品具有极好的价格性能比。典型的加工工艺:金刚石粗磨轮——金刚石精磨轮——10S系列抛光磨具——氧化铈抛光磨具。
(7)羊毛毡类抛光磨具
有少量的毛毡与化纤材料混合而成。毛毡的抛光效率较高,它与纤材料混合使用,不但保持了较高的抛光效率,而且又能延长其使用寿命。羊毛毡类抛光磨具是由一层层毛毡螺旋缠绕制作,采用的毛毡柔软度以及使用的粘接剂决定羊毛毡类抛光磨具的抛光效果和使用寿命。安装 时要使磨具上所示的箭头方向与电机的转动方向保持一致,使用过程中要始终与氧化铈抛光粉配合使用。
典型的玻璃边加工工艺:金刚石粗磨轮——金刚石精磨轮——10S系列抛光磨具——氧化铈抛光磨具。
五.结束语
综上所述,在玻璃边抛光过程中必须正确选择和使用抛光磨具。先,要根据使用的玻璃磨边机的种类和型号来确定选择抛光磨具的种类。同样类型的倒角机或磨边机,由于质量的好坏不同,精度的高低不同,抛光磨具的抛光效果和使用寿命也会有所不同。所以,要想抛光效果好,就要选用好的玻璃倒角机或磨边机。其次,要检查所用的金刚石粗磨轮和精磨轮是否选择合适。其三,根据对玻璃的加工要求,也就是光亮度要求,来选 择使用适用适合的抛光磨具,以便达到即满足加工要求,又起到降低生产成本,提高生产效率的作用。最后,要遵守磨削倒角抛光规范,抛光磨具安装前应仔细检查是否有裂;安装时,应用直径不小于抛光磨具直径三分之一的法兰盘紧固;抛光磨具使用速度不得超过安全工作线速度的规定;不是专门用于端面工作的抛光磨具,禁止以磨具端面进行工作;冷却水的流量要充足;要按照磨边机的安全操作规程进行操作,选择合适的头工作压力和玻璃和行进速长;抛光磨具存放期间应防止受冻,受潮,不宜与碱类接触,否则将影响抛光磨具的强度和抛光能力。
因此,要使抛光磨具 在玻璃边抛光中高效率、高精度、高质量、长寿命,就必须合理正确地选 择和使用抛光磨具。